销售专线: 18616120919
免费热线:021-67723455

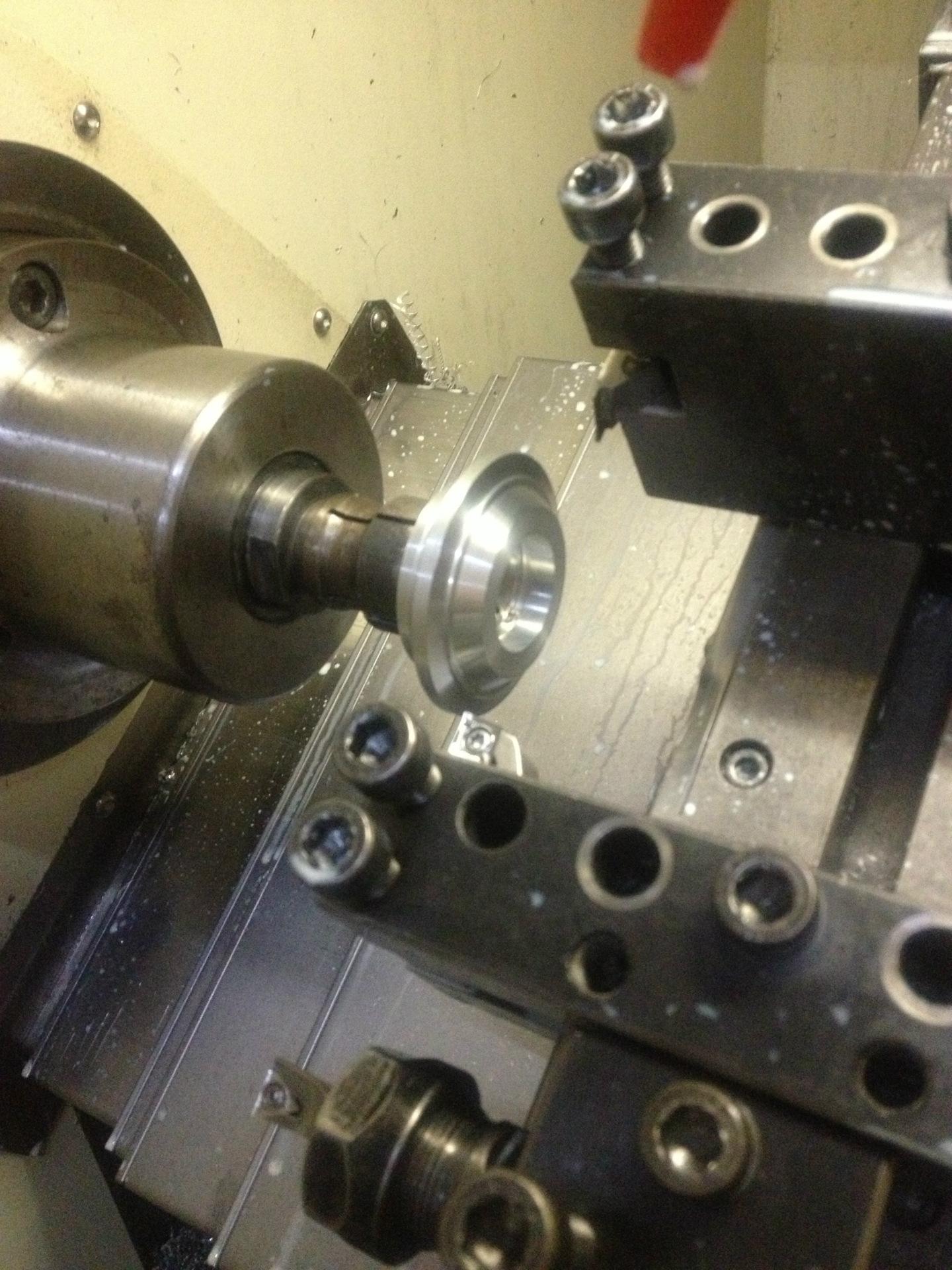
锦铝技术:告诉你如何防止铝合金零件加工变形
在飞机结构中,为了减轻重量,选用了许多的铝合金材料的薄壁零件,由于铝合金零件资料热胀大系数较大,薄壁加工进程中很简略变形。尤其是在选用自在锻毛坯时,加工余量大,变形问题更为杰出。上海锦铝金属是位于上海松江区的铝加工厂家,结合了国际前沿的工业铝型材设计理念与中国本土铝型材、上海铝材及配套连接件低成本优势,以“为加速中国制造自动化进程提供源动力”为己任,致力于为工业自动化领域提供优质的工业铝型材、铝型材配件,为客户提供铝型材加工、CNC加工、组装等一站式增值服务。
一、加工变形的原因
铝合金零件加工变形的原因许多,与原料、零件形状、出产条件、切削液的功能等都有联系。主要有以下几个方面:毛坯内应力引起的变形,切削力、切削热引起的变形,夹紧力引起的变形。

二、削减加工变形的工艺办法
1、下降毛坯的内应力
选用天然或人工时效以及振荡处理,均可部分消除毛坯的内应力。预先加工也是行之有效的工艺办法。对肥头大耳的毛坯,由于余量大,故加工后变形也大。若预先加工掉毛坯的剩余部分,缩小各部分的余量,不只能够削减今后工序的加工变形,并且预先加工后放置一段时刻,还能够开释一部分内应力。
2、改进刀具的切削才能
刀具的资料、几许参数对切削力、切削热有重要的影响,正确挑选刀具,对削减零件加工变形至关重要。
①合理挑选刀具几许参数
前角:在坚持刀刃强度的条件下,前角恰当挑选大一些,一方面能够磨出尖利的刃口,别的能够削减切削变形,使排屑顺利,进而下降切削力和切削温度。切忌运用负前角刀具。
后角:后角巨细对后刀面磨损及加工外表质量有直接的影响。切削厚度是挑选后角的重要条件。粗铣时,由于进给量大,切削负荷重,发热量大,要求刀具散热条件好,因而,后角应挑选小一些。精铣时,要求刃口尖利,减轻后刀面与加工外表的摩擦,减小弹性变形,因而,后角应挑选大一些。
螺旋角:为使铣削平稳,下降铣削力,螺旋角应尽可能挑选大一些。
主偏角:恰当减小主偏角能够改进散热条件,使加工区的平均温度下降。
②改进刀具结构
削减铣刀齿数,加大容屑空间。由于铝合金资料塑性较大,加工中切削变形较大,需求较大的容屑空间,因而容屑槽底半径应该较大、铣刀齿数较少为好。例如,φ20mm以下的铣刀选用两个刀齿;φ30-φ60mm的铣刀选用三个刀齿较好,以防止因切屑阻塞而引起薄壁铝合金零件的变形。
精磨刀齿:刀齿切削刃部的粗糙度值要小于Ra=0.4um。在运用新刀之前,应该用细油石在刀齿前、后边悄悄磨几下,以消除刃磨刀齿时残留的毛刺及细微的锯齿纹。这样,不光能够下降切削热并且切削变形也比较小。
严格控制刀具的磨损规范:刀具磨损后,工件外表粗糙度值添加,切削温度上升,工件变形随之添加。因而,除选用耐磨性好的刀具资料外,刀具磨损规范不应该大于0.2mm,不然简略发作积屑瘤。切削时,工件的温度一般不要超越100℃,以防止变形。
③改进工件的夹装办法
关于刚性较差的薄壁铝合金工件,能够选用以下的夹装办法,以削减变形:
关于薄壁衬套类零件,如果用三爪自定心卡盘或弹簧夹头从径向夹紧,加工后一旦松开,工件必定发作变形。此刻,应该运用刚性较好的轴向端面压紧的办法。以零件内孔定位,自制一个带螺纹的穿心轴,套入零件的内孔,其上用一个盖板压紧端面再用螺帽背紧。加工外圆时就可防止夹紧变形,然后得到满足的加工精度。
对薄壁薄板工件进行加工时,好选用真空吸盘,以取得散布均匀的夹紧力,再以较小的切削用量来加工,能够很好地防止工件变形。
别的,还能够运用填塞法。为添加薄壁工件的工艺刚性,可在工件内部填充介质,以削减装夹和切削进程中工件达变形。例如,向工件内灌入含3%-6%硝酸钾的尿素熔融物,加工今后,将工件浸入水或酒精中,就能够将该填充物溶解倒出。
④合理安排工序
高速切削时,由于加工余量大以及断续切削,因而铣削进程往往发作振荡,影响加工精度和外表粗糙度。所以,数控高速切削加工工艺进程一般可分为;粗加工-半精加工-清角加工-精加工等工序。关于精度要求高的零件,有时需求进行二次半精加工,然后再进行精加工。粗加工之后,零件能够天然冷却,消除粗加工发作的内应力,减小变形。粗加工之后留下的余量应大于变形量,一般为1-2mm。精加工时,零件精加工外表要坚持均匀的加工余量,一般以0.2-0.5mm为宜,使刀具在加工进程中处于平稳的情况,能够大大削减切削变形,取得杰出的外表加工质量,确保产品的精度。
三、操作技巧
铝合金材料的零件在加工进程中变形,除了上述的原因之外,在实际操作中,操作办法也是非常重要的。
(1)关于加工余量大的零件,为使其在加工进程中有比较好的散热条件,防止热量会集,加工时,宜选用对称加工。如有一块90mm厚的板料需求加工到60mm,若铣好一面后当即铣削另一面,一次加工到终尺度,则平面度达5mm;若选用反复进刀对称加工,每一面分两次加工到终尺度,可确保平面度到达0.3mm。
(2)如果板材零件上有多个型腔,加工时,不宜选用一个型腔一个型腔的次第加工办法,这样简略构成零件受力不均匀而发作变形。选用分层屡次加工,每一层尽量一起加工到一切的型腔,然后再加工下一个层次,使零件均匀受力,减小变形。
(3)通过改动切削用量来削减切削力、切削热。在切削用量的三要素中,背吃刀量对切削力的影响很大。如果加工余量太大,一次走刀的切削力太大,不只会使零件变形,并且还会影响机床主轴刚性、下降刀具的耐用度。如果削减背吃刀量,又会使出产功率大打折扣。不过,在数控加工中都是高速铣削,能够战胜这一难题。在削减背吃刀量的一起,只要相应地增大进给,进步机床的转速,就能够下降切削力,一起确保加工功率。
(4)走刀次序也要考究。粗加工着重的是进步加工功率,寻求单位时刻内的切除率,一般可选用逆铣。即以快的速度、短的时刻切除毛坯外表的剩余资料,根本构成精加工所要求的几许概括。而精加工所着重的是高精度高质量,宜选用顺铣。由于顺铣时刀齿的切削厚度从大逐步递减至零,加工硬化程度大为减轻,一起减轻零件的变形程度。
(5)薄壁工件在加工时由于装夹发作变形,即便精加工也是难以防止的。为使工件变形减小到低极限,能够在精加工行将到达终尺度之前,把压紧件松一下,使工件自在恢复到原状,然后再细微压紧,以刚能夹住工件为准(完全凭手感),这样能够取得抱负的加工效果。总归,夹紧力的作用点好在支承面上,夹紧力应作用在工件刚性好的方向,在确保工件不松动的前提下,夹紧力越小越好。
(6)在加工带型腔零件时,加工型腔时尽量不要让铣刀像钻头似的直接向下扎入零件,导致铣刀容屑空间不行,排屑不顺利,构成零件过热、胀大以及崩刀、断刀等晦气现象。要先用与铣刀同尺度或大一号的钻头钻下刀孔,再用铣刀铣削。或许,能够用CAM软件出产螺旋下刀程序。

四、工件外表变黑
铝氧化加工铝合金铸造一般都是用金属型铸造,金属铝及铝合金具有很好的流动性和可塑性,但在运用进程中简略变黑,原由于:
(1)工艺设计不合理。铝合金压铸件在清洗或压检后处理不妥,为铝合金压铸件发霉变黑发明了条件,加速了霉变的生成。
(2)仓储办理不到位。将铝合金压铸件存放在库房不同的高度,其发霉的情况也不同。
(3)铝合金的内部要素。许多铝合金压铸件厂家在压铸、机加工工序之后,不做任何清洁处理,或许简略的用水冲冲,无法做到完全清洗洁净,压铸铝外表残留有脱模剂、切削液、皂化液等腐蚀性物质以及其他污渍,这些污渍加快了铝合金压铸件长霉点变黑的速度。
(4)铝合金外部环境要素。铝是生动金属,在必定的温度和湿度条件下极易氧化变黑或发霉,这是铝本身的特性决议的。
(5)选用清洗剂不得当。选用的清洗剂具有强腐蚀性,构成压铸铝腐蚀氧化。
标签:铝 铝合金零件 铝合金加工 铝合金材料

地 址:上海松江区永丰都市工业园区玉佳西路66号
电 话:+86-21-67723455 转 0
传 真:+86-21-67723477
服务投诉监督电话:18616120919
锦铝智能制造科技(南京)有限公司
地 址:南京市溧水区经济开发区南区红光路239号
电 话:13554491757